|
|
Post by nikeajax on Oct 3, 2015 10:07:21 GMT -8
Luis or John, would either of you please, if you could, post the correlating/assigned numbers chart to go with that chart John just posted?  10Q (thank you!) JB |
|
|
|
Post by time2dive on Oct 3, 2015 10:33:39 GMT -8
I have condemned 30-40+ of these older cylinders over the past seven years of doing hydrostatic testing....and I have not felt bad about doing it.... If one of these cylinders dies a violent death it is generally at the time it is being filled and kills the fill station operator not the user...I used to fill tanks. I have found that there is about a 20% failure rate of these cylinders if they have NOT been tested by a competent inspector. Once they have passed inspection the failure rate drops to less than 5%. I have seen cylinders that would not hold air.....they had cracks that went through every thread....an accident waiting to happen. I have condemned a few of my older cylinders as well.
If a cylinder is condemned the inspector should X out the DOT numbers on the cylinder or stamp "CONDEMNED" on the cylinder, this lets any reasonably competent filler know that the cylinder may be hazardous to fill. We are not allowed to damage or destroy the cylinder without prior permission. X ing out the numbers is not damaging the cylinder. I warn customers that there is a potential for failure when they bring them in for inspection or hydrostatic testing. I have had some less than honest customers get upset with me about X ing out their cylinders....they wanted to sell them to some one else after they failed.
|
|
|
|
Post by nikeajax on Oct 3, 2015 10:43:54 GMT -8
"I have had some less than honest customers get upset with me about X ing out their cylinders....they wanted to sell them to some one else after they failed."Okay, howzabout using one of these instead of an X-stamp--SNORT!  Jaybird
|
|
|
|
Post by luis on Oct 3, 2015 10:48:35 GMT -8
Luis or John, would either of you please, if you could, post the correlating/assigned numbers chart to go with that chart John just posted? 10Q (thank you!) JB There are several versions of this chart. The one that we use in the Navy is slightly different, but very similar. John can add to this chart, but they are all similar. 1st) you find the appropriate column by reading and looking from the top for the potential “Severity or Consequences”. I think we can all agree that the potential Consequence is "Catastrophic" (death or permanent total disability). 2nd) Then you look for the row by estimating the “ Likelihood of Occurrence”. I think that we can also agree that it is “ Remote”. Where the appropriate column and row intersect you will see the answer to be “ Serious” (High Priority Remedial Action). I kind of like this table. The one I am used to is more conservative. There is no orange region. This block would be considered red, High (operation not permissible). In any case, I personally do not consider the extra NDT (Eddy Current and high magnification visual) as sufficient “Remedial Action”. Those are only minor risk mitigating actions. To me “Remedial Action” would be repairing the “known safety problem”, which is not possible. |
|
|
|
Post by time2dive on Oct 3, 2015 11:06:08 GMT -8
Drilling through the cylinder or damaging the threads do prevent the cylinder from being used would be the best option if you had prior written permission from the cylinder owner. More that one inspector has had to buy a customer a new cylinder because they damaged the failed cylinder rather than following the procedures stated in CFR49..... the customer took the inspector to small claims court and won. I "X" out the DOT numbers and have the customer sign a form stating that I am giving them a cylinder that may be hazardous to use and I am not responsible if they decide to use it and kill themselves or someone else if it fails violently. MOST of my customers understand...especially if I warn them in advance that it MAY fail.
|
|
|
|
Post by nikeajax on Oct 3, 2015 11:09:41 GMT -8
Luis, sorry, perhaps it's a dyslexia thing, but I'm not understanding how we get to each of the parts of the chart: that is how do I know to use, hypothetically, the first box in the vertical column, and the last box in the horizontal row. How do I know how to place a tank in each of those parts: what are the criteria for each box? I'm getting the part about reading it by the intersection though... Thanks for your time BTW  Jaybird |
|
|
|
Post by nikeajax on Oct 3, 2015 11:11:04 GMT -8
Drilling through the cylinder or damaging the threads do prevent the cylinder from being used would be the best option if you had prior written permission from the cylinder owner. More that one inspector has had to buy a customer a new cylinder because they damaged the failed cylinder rather than following the procedures stated in CFR49..... the customer took the inspector to small claims court and won. I "X" out the DOT numbers and have the customer sign a form stating that I am giving them a cylinder that may be hazardous to use and I am not responsible if they decide to use it and kill themselves or someone else if it fails violently. MOST of my customers understand...especially if I warn them in advance that it MAY fail. No, I get that, I was just being a smarty pants is all  JB |
|
|
|
Post by SeaRat on Oct 3, 2015 11:58:24 GMT -8
There are the U.S. Navy twin 80s, made of an older process of AL which were never meant for hydrostatic testing; John If you mean that they were not intended for DOT hydro test and requalification, that is correct. All Navy pressure vessels (actually all high pressure vessels) are / can / and should be hydro tested, both during initial pressure certification and during some established periodic inspection. The Navy would never approve a high pressure cylinder that was not hydro tested after initial fabrication and during periodic requalification. We would never grant a waiver on that one. I have several revisions of the Mil-Spec for this cylinders and they all contain the hydro test requirements. This cylinders were made out of 6061-T6. They were made from seamless pipe, using a spinning process commonly used in Japan by Asahi (a high pressure cylinder manufacturer). Asahi still makes DOT approved cylinders using that process. Actually Luis, I miss-stated these tanks. These were the very old anti-magnetic U.S. Navy tanks, twin 90s (not twin 80s) from the 1960s. They had a plug in the bottom, and I still think they were not meant for hydrostatic testing. In the 1980s some turned up at a school welding shop, and someone wanted to make a twin scuba set out of them. I advised the LDS not to, and they were returned to the school. Because we insured the school for workers' compensation (I was a safety professional), I went to the shop instructor and convinced him to drill all these cylinders (he got a pallet-load for the students to weld on aluminum). Here's the cylinders I am discussing (from the U.S. Naval School for Underwater Swimmers, Key West, Florida in 1967).  John |
|
|
|
Post by luis on Oct 3, 2015 12:27:58 GMT -8
If you mean that they were not intended for DOT hydro test and requalification, that is correct. All Navy pressure vessels (actually all high pressure vessels) are / can / and should be hydro tested, both during initial pressure certification and during some established periodic inspection. The Navy would never approve a high pressure cylinder that was not hydro tested after initial fabrication and during periodic requalification. We would never grant a waiver on that one. I have several revisions of the Mil-Spec for this cylinders and they all contain the hydro test requirements. This cylinders were made out of 6061-T6. They were made from seamless pipe, using a spinning process commonly used in Japan by Asahi (a high pressure cylinder manufacturer). Asahi still makes DOT approved cylinders using that process. Actually Luis, I miss-stated these tanks. These were the very old anti-magnetic U.S. Navy tanks, twin 90s (not twin 80s) from the 1960s. They had a plug in the bottom, and I still think they were not meant for hydrostatic testing. In the 1980s some turned up at a school welding shop, and someone wanted to make a twin scuba set out of them. I advised the LDS not to, and they were returned to the school. Because we insured the school for workers' compensation (I was a safety professional), I went to the shop instructor and convinced him to drill all these cylinders (he got a pallet-load for the students to weld on aluminum). Here's the cylinders I am discussing (from the U.S. Naval School for Underwater Swimmers, Key West, Florida in 1967). John John, I knew exactly which cylinders you were referring about. Let me repeat I have all the Mil-Specs for those cylinders with the plug on the bottom. In addition, I can guarantee you that the Navy would have never purchased a high pressure cylinder that was not hydro tested after fabrication (and during periodic requalifications). That would have never happen and it will never happen (at least not in these last two centuries). You have no idea how wrong is what you’re saying. Not being able to test a pressure vessel is something that would never happen in the Navy or any other organization that has any concept of safety procedures. Please don’t take this wrong. I understand that you do not understand what you are saying. Because if you did , you would realize that it is almost insulting to our Navy technical community. BTW, I was hoping you can explain the risk matrix to Nikeajax. I am going to give a second shot in a while, but maybe you can explain to him it better than I can. |
|
|
|
Post by time2dive on Oct 3, 2015 12:28:24 GMT -8
I have one of those tanks....I tested for my own use, I was mot able to stamp it. They are USN approved, NOT DOT approved. They have all of the information for testing stamped on the the tank.
|
|
|
|
Post by SeaRat on Oct 3, 2015 13:18:32 GMT -8
Luis or John, would either of you please, if you could, post the correlating/assigned numbers chart to go with that chart John just posted? 10Q (thank you!) JB Jaybird, This Risk Assessment Matrix is a tool for management and safety professionals to use to assess, and prioritize, hazards. The numbering system on that sheet was developed by me, and not a part of ANZI Z10. I have use it on numerous occasions since even before this standard come out, as the Semiconductor Equipment Manufacturer's Institute (SEMI) has its own standards for satiety and health (SEMI S-2). The resasons for the numbers is to prioritize multiple hazards. The frequency # times the severity number gives a relative hazard #. With multiple hazards from a safety analysis, those with the highest hazard # are tackled first. I have in practice placed these into a table in Word, or into a spreadsheet, and sorted by this hazard number. This makes prioritizing many hazards much easier. The ANSI Z10 standard (2005) has definitions for the severity and frequency boxes. There are also a number of controls that can be used to mitigate hazards. This is called the Heirarchy of Controls (from most effective to least effective): 1. Elimination or Substitution (removing the AL tank from service and substituting a different, safe tank). 2. Engineering (there is no known engineering for these tanks to make them safer; filling them in a protective enclosure only protects the filling station operator, and only until the tank is filled). 3. Administrative control (removing pressure from the tank and having minimal time under sustained pressure). 4. Personal protective equipment (safety glasses to protect the eyes, for instance, but there is no known PPE for a tank explosion). I hope this clarifies this Risk Assessment Matrix. John |
|
|
|
Post by SeaRat on Oct 3, 2015 15:04:17 GMT -8
Actually Luis, I miss-stated these tanks. These were the very old anti-magnetic U.S. Navy tanks, twin 90s (not twin 80s) from the 1960s. They had a plug in the bottom, and I still think they were not meant for hydrostatic testing. In the 1980s some turned up at a school welding shop, and someone wanted to make a twin scuba set out of them. I advised the LDS not to, and they were returned to the school. Because we insured the school for workers' compensation (I was a safety professional), I went to the shop instructor and convinced him to drill all these cylinders (he got a pallet-load for the students to weld on aluminum). Here's the cylinders I am discussing (from the U.S. Naval School for Underwater Swimmers, Key West, Florida in 1967). John John, I knew exactly which cylinders you were referring about. Let me repeat I have all the Mil-Specs for those cylinders with the plug on the bottom. In addition, I can guarantee you that the Navy would have never purchased a high pressure cylinder that was not hydro tested after fabrication (and during periodic requalifications). That would have never happen and it will never happen (at least not in these last two centuries). You have no idea how wrong is what you’re saying. Not being able to test a pressure vessel is something that would never happen in the Navy or any other organization that has any concept of safety procedures. Please don’t take this wrong. I understand that you do not understand what you are saying. Because if you did , you would realize that it is almost insulting to our Navy technical community. BTW, I was hoping you can explain the risk matrix to Nikeajax. I am going to give a second shot in a while, but maybe you can explain to him it better than I can. Luis, I'll let you and Bill High duke it out on this one. I was merely going by what Bill wrote years ago: Believe it or not, I have my notes from the U.S. Navy School for Underwater Swimmers, the I took in 1967. I have not looked at them before for this question. 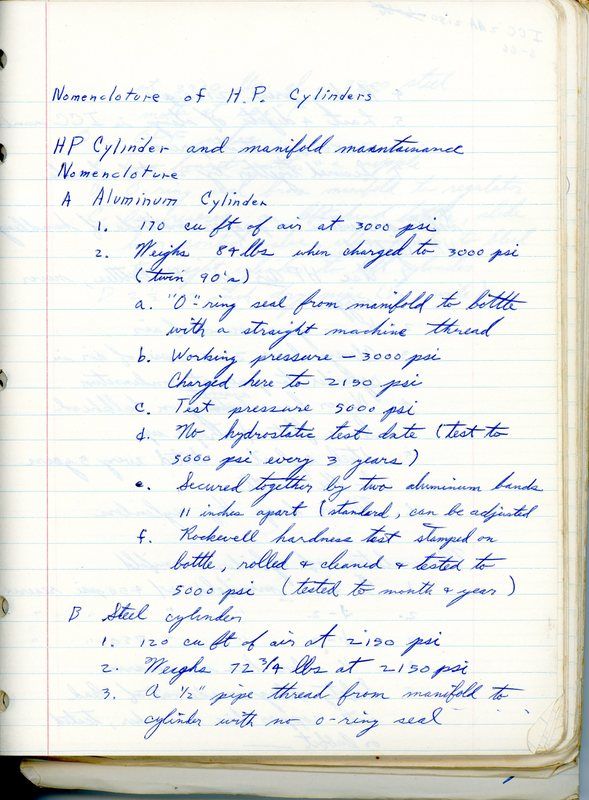 This corroborates what you've said about them being tested. Maybe I should have helped myself to two of those cylinders when I saw a pallet of them.  John |
|
|
|
Post by cnotthoff on Oct 3, 2015 15:23:54 GMT -8
You're correct about getting prior written approval to destroy (drill a hole in) a failed cylinder. Our shop probably should have customer sign waiver, but we don't. I follow the XXX protocol, and inform customer in the RARE event of a failure.
When I took 6 obsolete SCBA cylinders to the scrap yard, they wouldn't take them unless they had 2 holes in them. They already had 1 hole where the valve used to be, so I loaded them onto the drill press and punched another one.
Good Dives,
Charlie
|
|
|
|
Post by nikeajax on Oct 3, 2015 15:31:28 GMT -8
"When I took 6 obsolete SCBA cylinders to the scrap yard, they wouldn't take them unless they had 2 holes in them. They already had 1 hole where the valve used to be, so I loaded them onto the drill press and punched another one."
Because everyone knows it's easier to fix one hole than it is to fix two, huh, what-the?!?!?!? Gosh Charlie, that made me laugh--thanks!
Jaybird
|
|
|
|
Post by luis on Oct 3, 2015 16:03:30 GMT -8
Luis, I'll let you and Bill High duke it out on this one. I was merely going by what Bill wrote years ago: John Not a problem, I have provided technical advice and have consulted for PSI/PCI in the past. This is a common inaccurate statement. It should have read: They should not be hydro re-tested under DOT code. Technically they just can’t be stamped with the DOT code stamp, but they can be hydro tested in any facility. It is commonly assumed that hydro stations can only hydro test DOT cylinders, which is not correct. DOT licensed stations can only stamp their license number on DOT cylinders, but they can hydro test any pressure vessel and they often do. My local LDS (which just closed for financial reasons) did more hydro test for life raft high pressure cylinders than any other kind of cylinders. We have two large life raft companies in our harbor front. A large portion, maybe even the majority, of the cylinders they test were from foreign manufacturers and met foreign codes. They hydro them all the time, but only stamped the date, not the ID number. Hydro testing is also not only a DOT test. In the past, I have designed pressure vessels under ASME codes and we also hydro tested them. There is a variety of hydro testing methods and codes. The most common method used under DOT / CFR codes is the water jacket method, but there are several other ways to perform a hydro test. The term hydro test only refers to the use of water to transmit the pressure. The reason water is used inside the pressure vessel is to minimize the amount of stored energy in the system. Water in (for all practical terms) incompressible and therefore will not store elastic energy when pressurized. On the very rare occasions when a DOT cylinder ruptures during the hydro test, it is basically a non-event. There is no damage to the equipment, etc. There is a large burst disc on the side of the water jacket that needs replacement, but it is not a big deal. The cylinders in we are referring to are not only hydro tested, the hydro test pressure is stamped on the neck. I have one of those tanks....I tested for my own use, I was mot able to stamp it. They are USN approved, NOT DOT approved. They have all of the information for testing stamped on the the tank.That is as specified on the Mil-Spec |
|















